
 ホーム
ホーム
 協議会について
協議会について
 米沢織とは
米沢織とは
 会員紹介
会員紹介
 一般の方向け
一般の方向け
 企業様向け
企業様向け
米沢織とは

米沢織のはじまり ~麻織物から絹織物へ~
慶長5年、関ヶ原の合戦で豊臣方についた上杉軍は、会津120万石を没収され、米沢30万石に移封となりました。藩主上杉景勝公の側近だった直江兼続は、領地が4分の1にされた藩の収益の増大をはかるために、さまざまな政策を実行しましたが、そのひとつが桑、青苧(あおそ)、紅花などの換金植物の栽培でした。
 青苧(別名:からむし、苧麻)
青苧(別名:からむし、苧麻)
イラクサ科の多年草、麻織物の原料
 紅花(古くは末摘花とも呼ばれた)
紅花(古くは末摘花とも呼ばれた)
山形県では昔から染料として使われている
それから約200年の時を経て、本格的な米沢織として開発したのは第9代米沢藩主上杉治憲(鷹山公)でした。当時、経済的に苦しい状況にあった藩財政を立て直すために、武士の婦女子に内職として機織を習得させたのが米沢織業の発祥とされています。先進地だった新潟県の小千谷より技術者を招き「縮布(ちぢみふ)」の生産に成功し、以前からあった青苧(麻)を原料とした麻織物から、置賜地方の養蚕業を基礎とした絹織物製造に移行し、出羽の米沢織として全国に名声を馳せることになりました。
 江戸時代の麻織物
江戸時代の麻織物
(米沢織物歴史資料館所蔵品)
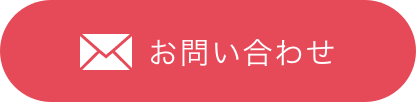
 明治・大正時代の絹織物
明治・大正時代の絹織物
(米沢織物歴史資料館所蔵品)
米沢織の発展 ~技術者養成と技術開発~
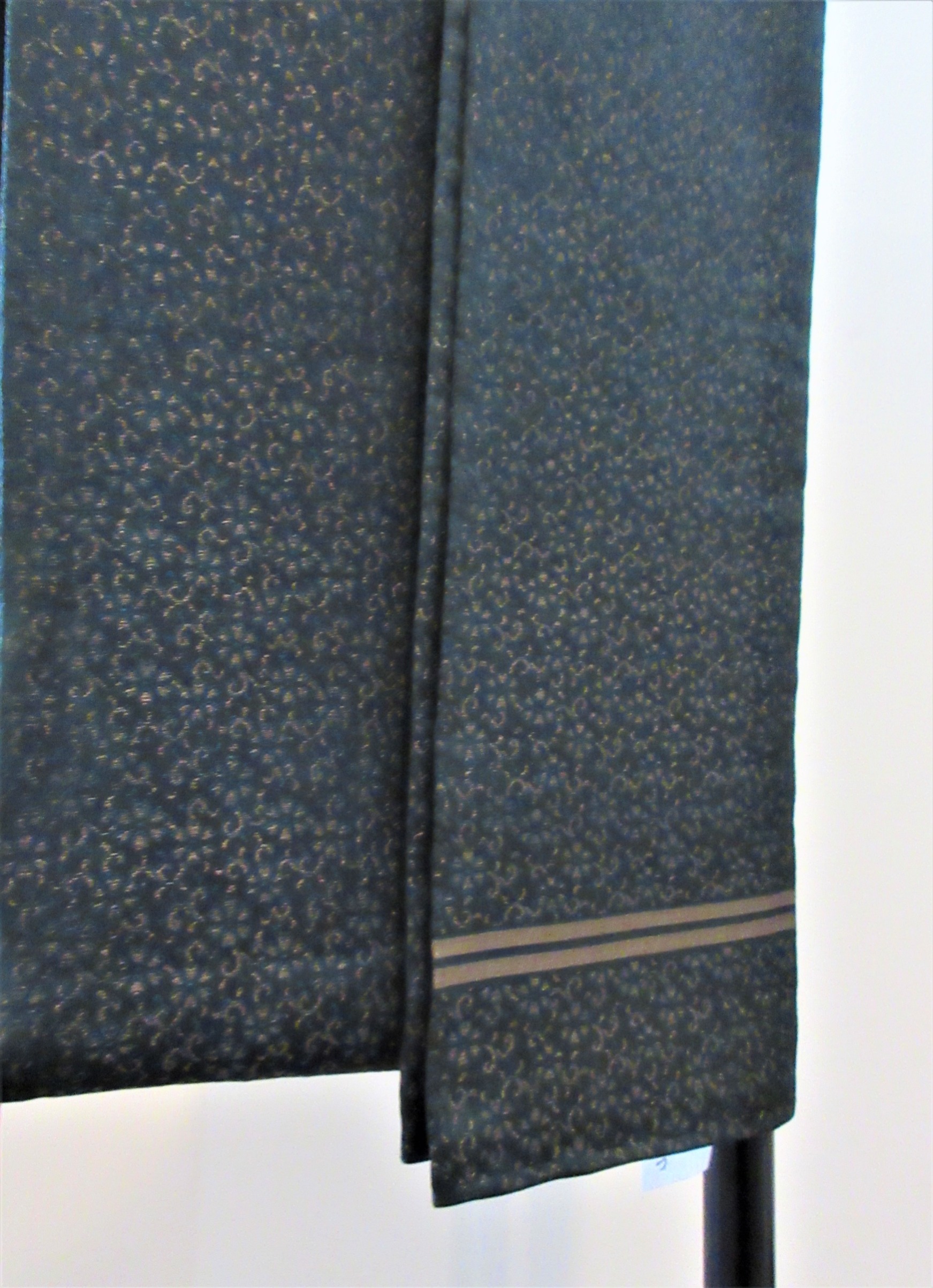
明治25年、米沢絹織物業組合が設立され、大正、昭和にかけての力織機の発明、ドビー、ジャカードの発明などで生産設備が飛躍的に発展を遂げました。米沢織の技術的な発展には、2つの工業学校の存在が大きく関わっています。
 明治・大正時代のジャガード六寸帯
明治・大正時代のジャガード六寸帯
(米沢織物歴史資料館所蔵品)
-山形県立米沢工業高等学校の設立-
明治27年の実業教育費国庫補助法の公布を機に、各地で実業高校の設立が相次ぎました。米沢でも、米沢有為会から組合に対して米沢工業徒弟学校設立の建議が出されました。
これを受け、京都・東京・群馬・栃木の各機業産地を視察した組合幹部は、米沢機業の振興を図るためには技術者を養成する工業教育機関を設け、学理を実地に応用した技術革新が急務であると感じ、工業学校の設立を山形県知事に請願しました。創立費の半額を組合が負担する事を条件に米沢市長は設立案を議決、県に設立を申請しました。
組合の設立委員が東奔西走した結果、組合負担額相当以上の寄付金を集めることに成功、明治30年4月に市立米沢工業学校(現・山形県立米沢工業高等学校)の開校式が挙行され、染織本科42名、機織・色染別科50名の2学科92名が入学しました。
更に、明治31年4月には、県立に移管され米沢工業学校と改称されました。明治38年には、同校教諭の高柳芳一氏によって輸入力織機を参考にした羽二重専用の高柳式力織機が開発されました。高柳教諭をはじめ、同校の出身者が米沢織業界に残した功績は計り知れません。
 高柳式と同時期に開発された西野式足踏み力織機
高柳式と同時期に開発された西野式足踏み力織機
(米澤織物史より)
-米沢高等工業学校(現・山形大学工学部)の設立-
米沢機業の発展のため、染織二科の専門学校の設立を要望し、明治43年に全国7番目の高等工業学校として米沢高等工業学校が開設されました。染織科は色染科と紡織科に分離独立されていました。同校は、地元産業との共同研究が盛んに行われ、県立米沢工業学校と同様に米沢機業に多くの影響を与え、大きな功績を残しています。
なかでも、同校教授であった秦逸三氏が残した功績は多大なるものでした。大正4年には「東レザー分工場米沢人造絹糸製造所」で人造絹糸の製造が始められ、同6年に、秦氏が日本で初めて人絹の生産に成功、日本の人絹発展に貢献します。後に帝国人造絹糸株式会社(現:帝人株式会社)が創設され、人絹製造事業を継承しました(米沢工場は昭和6年に操業停止)。これらは米沢産地がレーヨンに早くから取り組み、今日の化学合成繊維糸を積極的に駆使する土台を形成する役割を果たしました。そして、現在、ハイテク繊維、マイクロファイバーなどを使う新合繊産地へとつながっています。
 レーヨン
レーヨン
戦後から現在まで ~繊維の総合産地へ~
戦後の洋装化に伴い、昭和30年頃より合化繊糸を使用した先染婦人服地が主流となると、米沢産地は呉服部門と服地部門の両面産地として評価を得るようになりました。
着物地の特徴は、天然繊維の絹糸を紅花、藍、くちなし、ざくろ等の自然の染料で染め上げる「草木染」があり、また絹を原料とした袴地は、全国の90%以上のシェアの生産量を誇っています。

洋装部門の特徴は、関連業種と密接な連携を保ち、その時々の流行の変化に合わせた商品開発を図り、多品種、少量、短サイクルの高級服地として定評があります。ドビー織機を用いたシルク先染め織物は日本一のクオリティーと言われています。同じく、ジャカード織での化合繊やシルク交織の織物も、デザイン・品質ともに高い評価を受けています。また、シルク物を中心に米国やヨーロッパ、中国などアジアにも輸出をしております。

このように、米沢の織物業は伝統的な絹織物から発展し、現在は天然繊維と化学繊維による服地、呉服の総合的なテキスタイル産地を形成し、産地内に織元とその関連業種である撚糸、染色、織物仕上げ、意匠、紋彫部門、また流通段階での原糸商、織物買継商をもち、また縫製、ニットを含めた全国でも類を見ない繊維の総合産地となっております。その規模は他産地と比較して、非常に小さな産地ですが、繊維産業の業種が集積し、しかも連携していることから、経済状況や、生活様式の変化に柔軟に対応してきました。
また、呉服、服地ともに、その歴史的な背景と伝統に基づく技術・技法と真摯なものづくりが各方面からの信用を獲得しています。そして、単なる織物産地としてだけでなく、「小さくともキラリと光る産地」「オンリーワン」産地を目指して頑張っております。今後も米沢市の基幹産業として地域に貢献しつつ、世界に認められる質の高い織物を作って参ります。
米沢織が発展した要因 天・地・人
米沢が織物産地として発展してきた要因としては、下記の3点(天・地・人)があげられます。
天の時を得た
米沢地方が豪雪地帯で、寒冷地帯でもあったため、屋内の作業を選ばなければならなかった。
地の利を得た
米沢地方は古くから原料としての麻があり、後年は養蚕の適地として蚕糸業が栄えるなど青苧 (からむし)や紅花などの原材料が豊富であった。
人の和を得た
名君鷹山公以来、常に新しい商品開発を積極的に取り組む根気とねばり強い気質。
産地の特徴
- ・200年以上のキャリアに基づく、繊細な技術と知識の蓄積
- ・小ロット対応可能な生産体制と多品種同時生産の管理能力
- ・意匠、撚糸、染色、仕上げ、縫製、捺染、ニット、紡績など関連業種から原糸商、買継商、産地問屋など流通部門まで抱含した“繊維の総合産地”
- ・「産地は一つなり」を合い言葉にした産地としての強い結束力
米沢織の原料
桑栽培と養蚕が盛んになると、麻織物から麻絹交織、そして絹織物に移行しました。大正時代に米沢高等工業学校の教授であった秦逸三が人絹の生産に成功すると、戦後の洋装化に伴って技術開発が進みました。現在では、絹から化学繊維まで多種多様な原料を用いた織物を作っています。
 紅餅(乾燥した紅花の花弁をまるめたもの)
紅餅(乾燥した紅花の花弁をまるめたもの)
 様々な植物染料
様々な植物染料
 青苧から取った繊維
青苧から取った繊維
 繭玉と絹糸
繭玉と絹糸
染料も、米沢織が始まった当初は、山形県特産の紅花などの植物のほか天然素材を原料として染める「草木染」が主流でしたが、明治時代に化学染料による染色方法が確立すると、時代とともに化学染料へシフトしていきました。しかし、現在でも、伝統的な「草木染」の技術は受け継がれています。
米沢織の工程
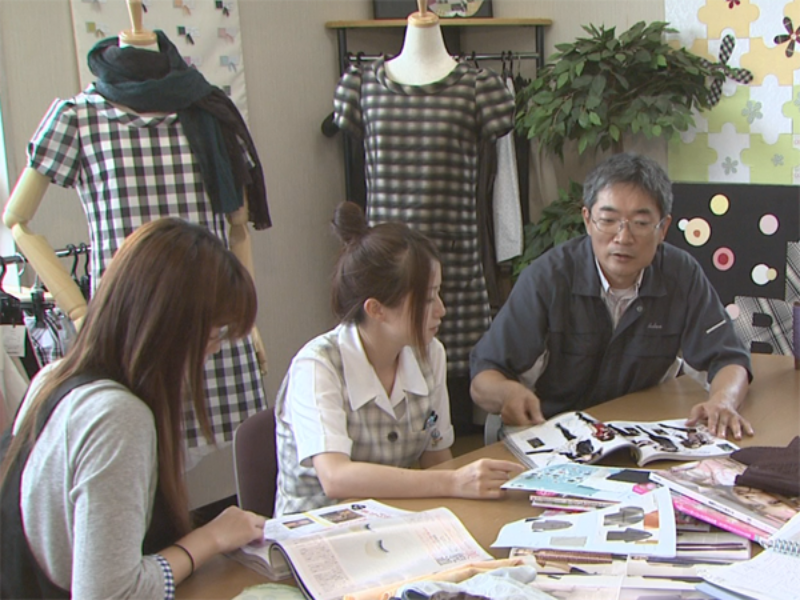
1:企画
ファッションの流行は、日々目まぐるしく変わります。特に服地は、流行を先取りして新しい生地の提案をしていく必要があります。米沢織の洋装部門は、常にファッションの動向をチェックしながら、新たな製品を生み出すべく企画会議を重ねています。
紋紙の制作
2:デザイン・設計
絵柄や模様をデザインし、「意匠図」を作ります。さらに意匠図を織で表現するための「組織図」を作成してコンピュータに入力、織物の設計図を作ります。必要に応じて、紋紙(ジャカード織機で図柄を織るために用いられる型紙)を作ります。

染色工程(先染の場合)

糸繰り
3:染色・準備
染色写真設計にもとづいて糸に撚りを加え、カセ(枠で一定数巻取って輪形に結束した糸)をつくります。織物は繊維の種類や撚りの方法によって、独特の風合いが生まれます。
先染の場合、ここで染料を調合して糸を染めます。現在は化学染料が主流になりましたが、伝統的な自然の染料での染色も引き続き行われています。染色方法が異なっても、職人の技術と経験によって染められ、繊細な色の違いを人の目で見極めています。
余分な染料を洗い流し、乾燥した後、糸繰り機で、カセから枠に糸を巻き取ります。経糸(たていと)を必要な長さと本数に揃え(経糸を整える作業=整経)、織機にセットできるようにします。

整経作業
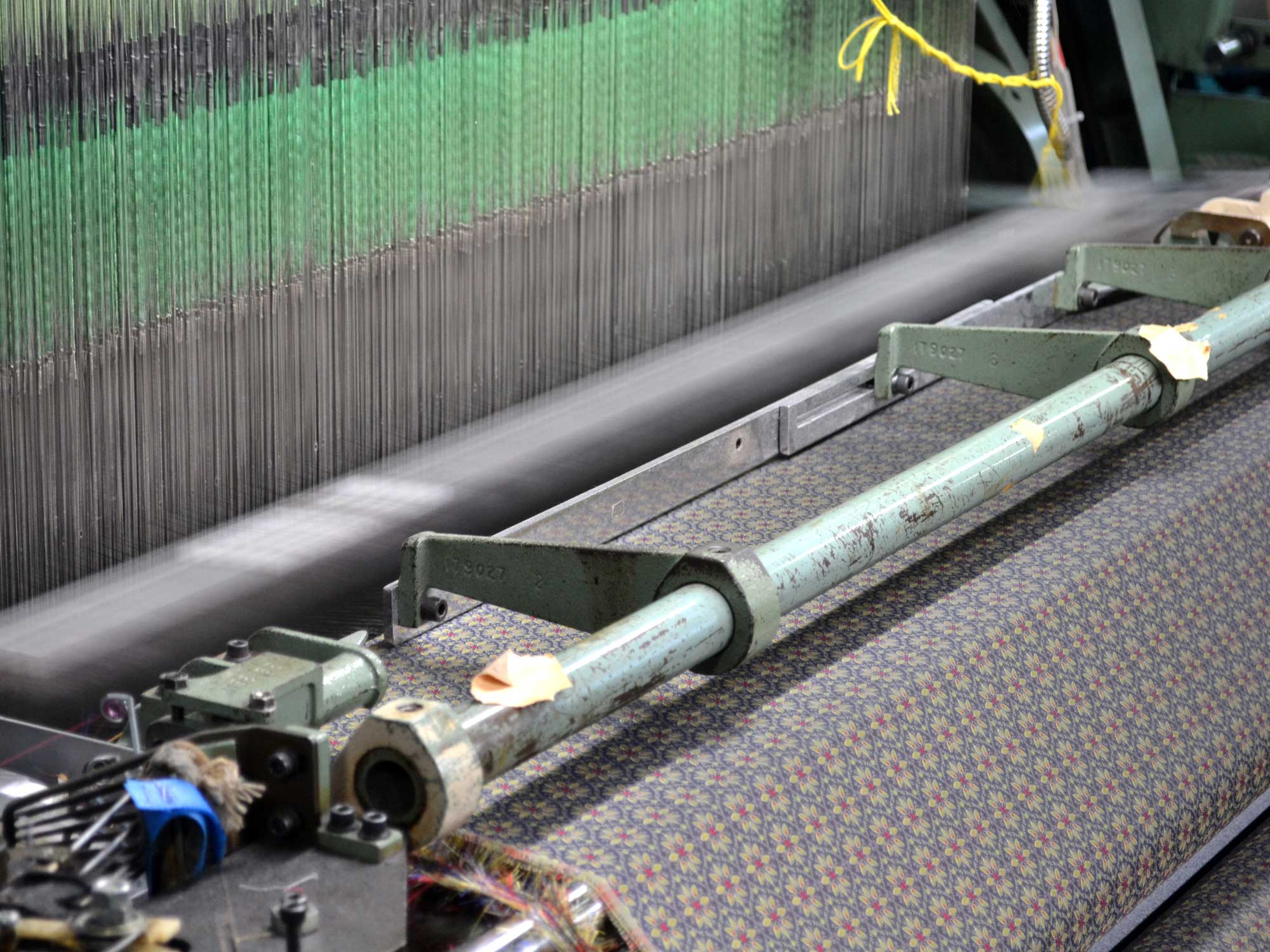
力織機による製織(服地)
4:製織
織機には、手織り機のほか、機械の動力で織る力織機があり、米沢織の場合、ジャガード織、ドビー織などの織り方があります。ジャガード織は複雑な柄の表現が可能であること、ドビー織は目が緻密で滑らかな生地に仕上がるというのが特長です。最近では、コンピュータ制御で高速に織られています。

服地の仕上げ作業
5:仕上げ・検査
布の幅をそろえ、しわをのばし、光沢を与えるなど、丁寧に仕上げが行われます。品質など細かなチェックをします。
後染の場合は前加工を施し、染色し、仕上げをします。
6:縫製
織りあがった生地できものや洋服を仕立てます。

米沢藩九代藩主上杉鷹山公が、当時経済的に苦しい状況にあった藩財政を建て直すために産業振興に力をそそがれ、そのひとつとして武士の婦女子に織物を習得させたのがルーツ。
先進地だった新潟県の小千谷から技術者をまねき、縮み役場(ちぢみやくば)を寺町蔵屋敷内に設けて指導にあたらせました。
その後、養蚕の発展とともに絹織物へと転換して、現在にいたっています。
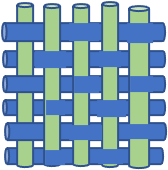
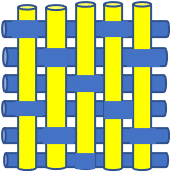
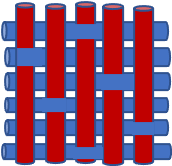
タテ糸とヨコ糸を特定の順序で直角に組み合わせて構成した布のことです。平織(ひらおり)、綾織(あやおり)、繻子織(しゅすおり)の三原組織が基本。反物、テキスタイル、ファブリックなどとも呼ばれます。
平織はもっとも単純な織り方で、丈夫で扱い易くコシのあるのが特徴です。綾織は、平織より耐久性で劣りますが、伸縮性がありシワになりにくい生地になります。繻子織は表面が滑らかで柔らかく光沢感のある生地に仕上がります。
 平織
平織
 綾織
綾織
 繻子織
繻子織
まずひとつは、糸の強度を増して織りやすくするためです。もうひとつは、布地の表面に細かな皺(しぼ=強撚糸で織った織物の表面に出る細かなしわ)など独自の手触りを与えるためです。
染色の方法です。糸から始まって織物が完成するまでの工程中、〔織り〕の前に染色するか後に染色するかの違いでそう呼ばれます。織る前の糸の段階で染めるのを「先染」、織った後の生地になってから染めるのを「後染」といいます。
製品の色や柄、素材などによってどちらにするかが決められます。
その名のとおり植物染料を使って糸または布地を染めること。日本では縄文時代から何らかの染色が行われており、今日の染色のルーツになっています。
化学合成の染料がない時代は天然の材料で染めるほかなかったわけで、植物のほか土や泥、貝などいろいろと工夫して染められていたようです。
飛鳥時代に入ると、中国や朝鮮からの帰化人によって、大陸の染色技術が入ってきて、飛躍的に発達し、奈良時代にはその技術が完成されたようです。
「草木染」という名称は、合成染料と区別するために昭和5年の第一回手織紬復興展覧会のときに命名されました。

●染め方=樹皮や幹材、根、花、実、葉をなるべく細かくして水に入れ、火にかけ沸騰させてから熱煎(ねっせん=熱い状態煎じること)して、煎汁をとり染液にします。
つぎに染液を熱し、糸または布を浸して煮染(しゃせん=煮て染める)します。煮染した糸または布は、染液が冷えるまで置いてから媒染する。媒染とはアルミとかスズとかクロムとかの触媒を使って色を出すことで、同じ材料からつくった染液でもこの触媒で色が違って現れるのです。
金属や酸が触媒として使用されます。
その触媒を加えた媒染液に染めた糸または布を浸したあと、水洗いする。洗いおわったら再び染液に媒染した糸または布を浸して煮染します。染液が冷えるまで浸して置いたあと、水洗いし陽に干して乾かす。以上の工程を何回も繰り返して染め重ね、濃い色にしていきます。
基本的な染め方は以上ですが、植物によって、また季節によって染め方は違ってきます。ただし、紅花、藍草、紫草の染色は特殊な方法で行われます。
A生地の柄は始めから糸を織り込んでつくる場合と、織りあがったあとに染めてつくる場合とに大別されます。さらに糸を織り込む場合も、タテ糸の上にヨコ糸がのる部分で模様をだす方法と、ヨコ糸の上にタテ糸がのる部分でだす方法と2通りあります。
あらかじめ描いた下絵(意匠図)のなかで、色ごとにタテ糸でだすか、ヨコ糸でだすかを決めます。ですから一枚の生地の柄でもタテ糸で表現されている部分とヨコ糸で表現されている部分があるわけです。
織り機の柄を出す装置の名前。あるいは織り方、あるいはその方法で織った織物を指します。ジャガード織、ドビー織ともにコンピュータ制御で自動的に設計どおりに織りあげますが、
少し性格が違います。
ジャガード織は、タテ糸を一本一本べつべつにコントロールできるので、複雑で細かな柄でも表現することができます。一方ドビー織は一定の本数のタテ糸を一緒に動かすため、ジャガード織ほど細かな表現には適しませんが、そのかわり緻密(ちみつ)組織を織ることができ、なめらかで美しい生地ができあがります。
洋装部門では、女性向けのスーツやワンピース、コート、フォーマルドレスの高級生地を作っています。個性的なデザイナーズブランドや有名ブランドで使用されており、あなたがいま着ている洋服の生地も米沢織かもしれません。
また、アメリカや中近東、東南アジア向けの輸出織物も生産しています。和装部門では、婦人ものの着物(紬、訪問着、つけ下げなど。現在、振袖を開発中)や帯、雨コート、男もの着物のハカマ、帯、長襦袢など。用品ではマフラー、スカーフ、ネクタイ。その他、小物類をつくっています。
米沢織は高品質な織物で知られています。とくに、合繊の開発の進展にともない、いち早く婦人服地の分野で技術開発をしてきたので、織の分野では世界一とも言われるイタリアのコモに匹敵する技術力を誇っています。
また、ハカマ(袴)は日本全国で95%以上のシェアを持っており、これは言うまでもなく日本一です。


書籍
「米沢織の歩み」
米沢織の歴史をコンパクトにまとめた1冊です。
【価格】300円(税込み)
ご希望の方はお電話またはメールにて事務局まで
お問い合わせください。
織元直営ショップ「おりじん」店頭でも取り扱っております。
絵はがきセット「上杉治憲(鷹山)時代の米沢織が出来るまで」
鷹山時代の米沢織の工程を絵はがきにしたものです。当時の人々の様子が生き生きと描かれており、アートとしても充分に楽しめます。
【価格】300円(税込み)
ご希望の方はお電話またはメールにて事務局まで
お問い合わせください。
織元直営ショップ「おりじん」店頭でも取り扱っております。
映像資料
ハイビジョン映像「米沢織物いまむかし 2010」
〜米沢織に魅せられて〜
米沢織の歴史や技術を紹介する映像資料です。普段は見る事が出来ない貴重な映像を収録しております。
DVD 3,500円 (税込み)
Blue-ray 4,500円 (税込み)
ご希望の方はお電話またはメールにて事務局までお問い合わせください。
YouTube配信
よねおりすと「二部式きものの着方」
(2017年3月公開/よねおりすとプロジェクト制作)二部式きものを初めて着る方のために着方をわかりやすく説明した動画です。二部式きものは、織元直営ショップ「おりじん」にて販売・レンタルともに取り扱っております。
機結び~vol.1~
(2021年3月公開/米沢繊維協議会_動画配信プロジェクト実行委員会制作)新型コロナウィルスの影響で、なかなか人と出会えない中、きもの好きのお客様との繋がりを大事にするため、米沢産地できもの作りに携わる企業が集まって制作した動画です。表題になっている「機結び」とは、機織りの際に用いる糸の結び方で、結び目が小さく解けにくいため、“機結びのようにお客様との絆をしっかり結びたい”との気持ちが込められています。